






















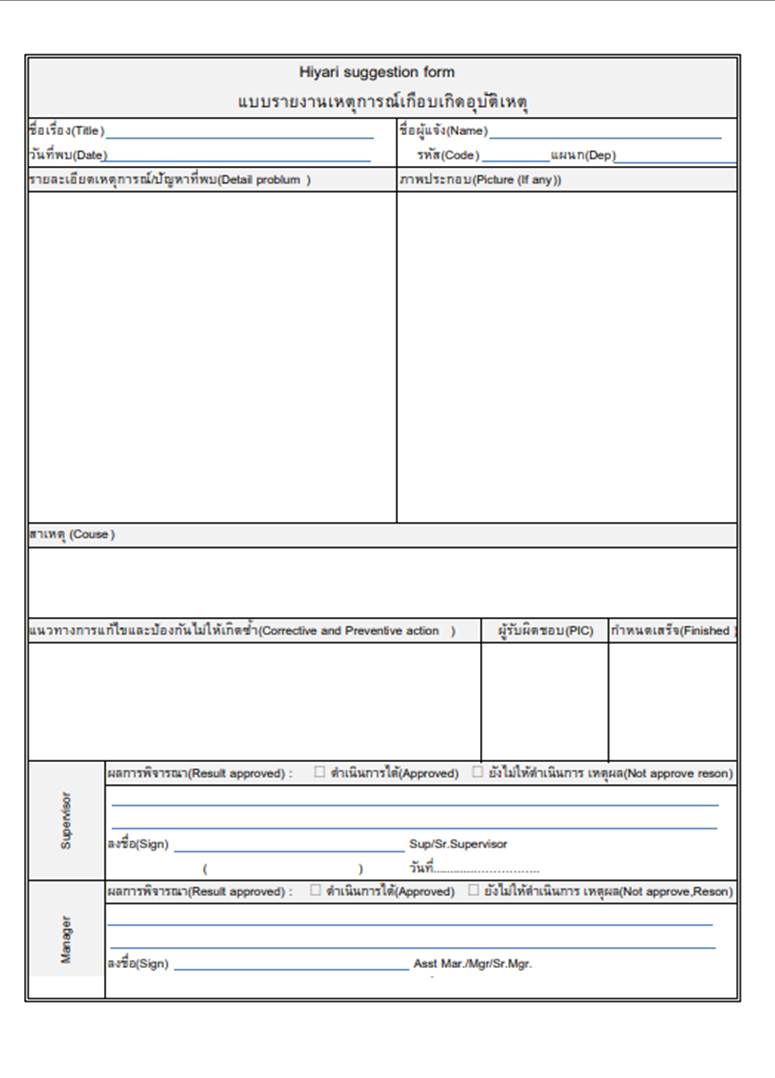
ฮิยาริ Hiyari hatto





ขอบคุณ คุณ tuttai
ในเวปไซด์ jorpor.com
ผลกระทบจากการเกิดอุบัติเหตุ (Direct & Indirect Impacts)
การเกิดอุบัติเหตุในสถานประกอบการส่งผลกระทบหลายด้าน ไม่ใช่แค่บาดเจ็บหรือเจ็บป่วยเท่านั้น แต่ยังรวมถึงผลกระทบทางเศรษฐกิจ ภาพลักษณ์ และประสิทธิภาพการทำงานของทั้งองค์กรด้วย โดยผลกระทบแบ่งออกเป็น 2 ประเภทใหญ่ ได้แก่
1) ผลกระทบทางตรง (Direct Impacts)
ผลกระทบที่เกิดขึ้น “ทันที” หลังจากอุบัติเหตุเกิดขึ้น
ตัวอย่าง
1. การบาดเจ็บ / เสียชีวิตของพนักงาน
กระดูกหัก /แผลไฟไหม้ / การสูญเสียอวัยวะ /เสียชีวิต
2. ค่าใช้จ่ายทางการแพทย์และค่าชดเชย
ค่ารักษาพยาบาล/ค่าชดเชยตามกฎหมายประกันสังคม / ค่าใช้จ่ายฟื้นฟูสภาพร่างกาย
3. ความเสียหายต่อเครื่องจักรหรืออุปกรณ์
เครื่องจักรพัง /ส่วนประกอบชำรุด / อุปกรณ์เสียหาย
4. ความเสียหายต่อสินค้าและทรัพย์สิน
วัตถุดิบเสีย / สินค้าชำรุด / พื้นที่โรงงานได้รับความเสียหาย
ผลกระทบทางตรงวัดได้อย่างชัดเจน และเกิดขึ้นทันทีที่มีอุบัติเหตุ
2) ผลกระทบทางอ้อม (Indirect Impacts)
ผลกระทบที่เกิดตามมา แม้มองไม่เห็นทันทีแต่มีความรุนแรงและต้นทุนสูงกว่าทางตรงหลายเท่า
ตัวอย่าง
1. เวลาหยุดผลิต (Downtime)
ต้องหยุดเครื่องจักร/ต้องหยุดไลน์ผลิตเพื่อสอบสวน /สูญเสียกำลังการผลิต
2. ค่าใช้จ่ายแฝงอื่น ๆ
ค่าซ่อมเครื่องจักร/ ค่าโอทีให้พนักงานมาทำงานชดเชย / ค่าอบรมซ้ำหรือฝึกพนักงานใหม่
3. ขวัญกำลังใจพนักงานลดลง
เกิดความกลัว ความไม่มั่นใจ/ทำให้การทำงานช้าลง / ส่งผลต่อวัฒนธรรมความปลอดภัยระยะยาว
4. ภาพลักษณ์องค์กรเสียหาย
ลูกค้าไม่มั่นใจในมาตรฐาน / ความเชื่อมั่นจากคู่ค้าลดลง / กระทบต่อโอกาสทางธุรกิจ
5. คดีความและบทลงโทษทางกฎหมาย
ค่าปรับจากหน่วยงานราชการ / การถูกสั่งหยุดใช้งานเครื่องจักรหรืออาคาร /คดีความจากบุคลากรหรือบุคคลภายนอก
ผลกระทบทางอ้อมมักมีค่าใช้จ่ายสูงกว่าผลกระทบทางตรงมากถึง 4–10 เท่า
สรุปง่าย ๆ
| ประเภทผลกระทบ | ตัวอย่าง | ลักษณะ |
|---|---|---|
| ผลกระทบทางตรง | บาดเจ็บ, ค่ารักษา, ความเสียหายของเครื่องมือ | เกิดทันที วัดได้ |
| ผลกระทบทางอ้อม | หยุดผลิต, ขวัญกำลังใจตก, ภาพลักษณ์เสีย | เกิดตามมา มักรุนแรงกว่า |
เป้าหมาย “อุบัติเหตุเป็นศูนย์” (Zero Accident)
Zero Accident ไม่ได้หมายความว่าอุบัติเหตุจะ “ไม่มีทางเกิดขึ้นเลย 100%” แต่หมายถึง
การมุ่งมั่นอย่างสูงสุด ที่จะไม่ปล่อยให้มีอุบัติเหตุที่เกิดจากความเสี่ยงที่ป้องกันได้
เป็นแนวคิดที่เน้นว่า ทุกอุบัติเหตุสามารถป้องกันได้ (All accidents are preventable)
ถ้าองค์กรมีระบบบริหาร ความร่วมมือ และวัฒนธรรมความปลอดภัยที่ดีพอ
ความหมายสำคัญของ Zero Accident
1) ความปลอดภัยต้องมาก่อน (Safety First)
พนักงานทุกระดับให้ความสำคัญกับความปลอดภัยก่อนความเร็ว หรือกำไร
2) อุบัติเหตุทุกเหตุสามารถป้องกันได้ (Preventable)
ไม่มีเหตุไหนที่ “ยอมรับได้” หรือ “เลี่ยงไม่ได้”
3) พนักงานทุกคนมีส่วนร่วม
ความปลอดภัยไม่ใช่หน้าที่ของ จป. เท่านั้น
แต่เป็นความรับผิดชอบของทุกคนในองค์กร
4) สร้างวัฒนธรรมการสังเกตและรายงาน
Near Miss / Hiyari Hatto ต้องถูกแจ้งเสมอ
เพราะเป็นสัญญาณเตือนก่อนเกิดเหตุร้ายแรง
องค์ประกอบที่ทำให้ Zero Accident ประสบความสำเร็จ
1. การนำของผู้บริหาร (Leadership)
* ผู้บริหารลงพื้นที่
* เอาจริงเรื่องความปลอดภัย
* สนับสนุนทรัพยากร / งบประมาณ
⭐2. ระบบบริหารความปลอดภัยที่ดี
* SOP / WI ชัดเจน
* การประเมินความเสี่ยง (JSA / HIRA)
* การซ่อมบำรุงเชิงป้องกัน (PM)
3. พฤติกรรมที่ปลอดภัย (BBS – Behavior Based Safety)
* สังเกต
* ให้คำแนะนำ
* ปรับพฤติกรรมที่เสี่ยง
4. การสื่อสารและอบรมต่อเนื่อง
* Safety Talk
* Tool Box Meeting
*ป้ายเตือน / สื่อความปลอดภัย
5. ระบบรายงาน Near Miss
ยิ่งรายงานมาก ยิ่งป้องกันได้มาก
ประโยชน์ของแนวคิด Zero Accident
* ลดอุบัติเหตุและการบาดเจ็บ
* ลดค่าใช้จ่ายทางการแพทย์และค่าชดเชย
* เพิ่มประสิทธิภาพการผลิต
* สร้างภาพลักษณ์ที่ดีให้องค์กร
* เพิ่มขวัญกำลังใจพนักงาน
* สร้างวัฒนธรรมที่ทุกคน “กลับบ้านอย่างปลอดภัยทุกวัน”
สรุป
Zero Accident = เป้าหมายสูงสุดของความปลอดภัย ที่ทุกคนร่วมกันสร้าง ไม่ใช่สโลแกนบนกระดาษ
องค์กรที่ทำ Zero Accident สำเร็จ คือองค์กรที่ เชื่อว่าอุบัติเหตุทุกชนิด “ป้องกันได้” และลงมือทำอย่างเป็นระบบและต่อเนื่อง
แนวคิดและหลักการที่นำไปสู่การทำงานที่ปลอดภัย
การทำงานที่ปลอดภัยไม่ใช่เรื่องบังเอิญ แต่เกิดจาก "ระบบที่ดี" + "พฤติกรรมที่ถูกต้อง" + "วัฒนธรรมความปลอดภัยร่วมกัน"
แนวคิดต่อไปนี้คือพื้นฐานสำคัญที่ทำให้องค์กรสร้างสภาพแวดล้อมการทำงานที่ปลอดภัยอย่างยั่งยืน
1) ความปลอดภัยต้องมาก่อน (Safety First)
* ให้ความสำคัญกับชีวิตและสุขภาพของพนักงานก่อนผลผลิตและความเร็ว
* ตัดสินใจทุกอย่างโดยคำนึงถึงความปลอดภัยเป็นหลัก
* หากพบความเสี่ยง ต้องหยุดและแก้ไขก่อนทำงานต่อ
สโลแกนหลัก:
“งานหยุดได้ แต่ความปลอดภัยหยุดไม่ได้”
2) อุบัติเหตุทุกเหตุสามารถป้องกันได้ (All Accidents Are Preventable)
* ทุกเหตุการณ์เกิดจาก “เหตุ” และ “ความเสี่ยง” ที่ควบคุมได้
* ถ้าขจัดความเสี่ยง—อุบัติเหตุก็จะไม่เกิด
* การเรียนรู้จาก Near Miss / Hiyari Hatto คือหัวใจของการป้องกัน
3) การทำงานตามมาตรฐาน (Work Standard / SOP / WI)
* ใช้มาตรฐานงานที่ชัดเจน ถูกต้อง และเหมาะสม
* ไม่มีการลัดขั้นตอนเพื่อความเร็ว
* ทบทวนและปรับปรุงมาตรฐานให้ทันสมัยเสมอ
หลักการสำคัญ:
“ทำตามมาตรฐานทุกครั้ง คือวิธีลดความเสี่ยงดีที่สุด”
4) การประเมินความเสี่ยงก่อนเริ่มงาน (Risk Assessment)
ประกอบด้วย:
การระบุอันตราย (Hazard Identification)
การประเมินความเสี่ยง (JSA / HIRA)
การกำหนดมาตรการควบคุม (Control Measures – Engineering / Administrative / PPE)
พนักงานต้องรู้เสมอว่า “อะไรคือความเสี่ยงที่อาจเกิดขึ้นในงานนี้?”
5) การใช้อุปกรณ์ป้องกันอันตรายส่วนบุคคล (PPE)
* ใส่ PPE ให้ครบถ้วนตามประเภทงาน
* เลือก PPE คุณภาพดี กระชับ และใช้งานได้จริง
* ตรวจสอบก่อนใช้งานทุกครั้ง
PPE ไม่ได้ป้องกันอุบัติเหตุ 100% แต่ลดความรุนแรงได้มาก
6) พฤติกรรมที่ปลอดภัย (Behavior-Based Safety – BBS)
* หลีกเลี่ยงพฤติกรรมเสี่ยง เช่น ลัดขั้นตอน ยกของผิดท่า ใช้โทรศัพท์ระหว่างทำงาน
* สังเกต–แนะนำ–สนับสนุนกันในทีม
* ความปลอดภัยเป็นความรับผิดชอบของทุกคน
ตัวอย่าง BBS:
* บอกเตือนเพื่อนร่วมงานเมื่อเห็นความเสี่ยง
* ชื่นชมพฤติกรรมที่ปลอดภัย
7) การสื่อสารที่มีประสิทธิภาพ (Effective Communication)
* Safety Talk, Tool Box Meeting
* ป้ายเตือน, สื่อภาพ, สัญลักษณ์ความปลอดภัย
* รายงานเหตุการณ์ทันทีผ่านระบบ (Line, QR, App)
ยิ่งสื่อสารมาก ความเสี่ยงยิ่งลดลง
8) การฝึกอบรมอย่างต่อเนื่อง (Safety Training)
* อบรมพนักงานใหม่ (Orientation)
* อบรมประจำปี
* อบรมเฉพาะงานเสี่ยง เช่น งานที่สูง งานร้อน ไฟฟ้า Lockout/Tagout
ความรู้คือการป้องกันอุบัติเหตุที่ดีที่สุด
9) การซ่อมบำรุงเชิงป้องกัน (Preventive Maintenance – PM)
* ตรวจสอบเครื่องจักรและอุปกรณ์อย่างสม่ำเสมอ
* ซ่อมก่อนเสีย ไม่ใช่เสียแล้วค่อยซ่อม
* ใช้ Checklists / PM Schedule
เครื่องจักรที่พร้อม = ลดอุบัติเหตุจากการทำงาน
10) วัฒนธรรมความปลอดภัย (Safety Culture)
* ทำให้ความปลอดภัยเป็น “ค่านิยม” ขององค์กร
* ผู้บริหารต้องเป็นตัวอย่าง (Lead by Example)
* พนักงานทุกคนต้องมีส่วนร่วม
สรุปแนวคิดที่นำไปสู่การทำงานที่ปลอดภั
ความปลอดภัยต้องมาก่อน
ทุกอุบัติเหตุป้องกันได้
ทำตามมาตรฐานเสมอ
ประเมินความเสี่ยงก่อนเริ่มงาน
ใช้ PPE
ปรับพฤติกรรมให้ปลอดภัย
สื่อสารและอบรมอย่างต่อเนื่อง
เครื่องจักรต้องพร้อม
วัฒนธรรมต้องเข้มแข็ง


.jpg)
